Các bạn làm trong ngành cán màng có thường xuyên gặp phải tình trạng sản lượng keo ra quá ít, đặc biệt là sự bối rối khi sản lượng keo ra không theo kịp tốc độ của keo? Hôm nay tôi sẽ giải thích cho bạn những yếu tố ảnh hưởng đến sản lượng keo của máy cán màng và cách chúng ta nên điều chỉnh nó để tạo ra lượng keo lớn hơn.
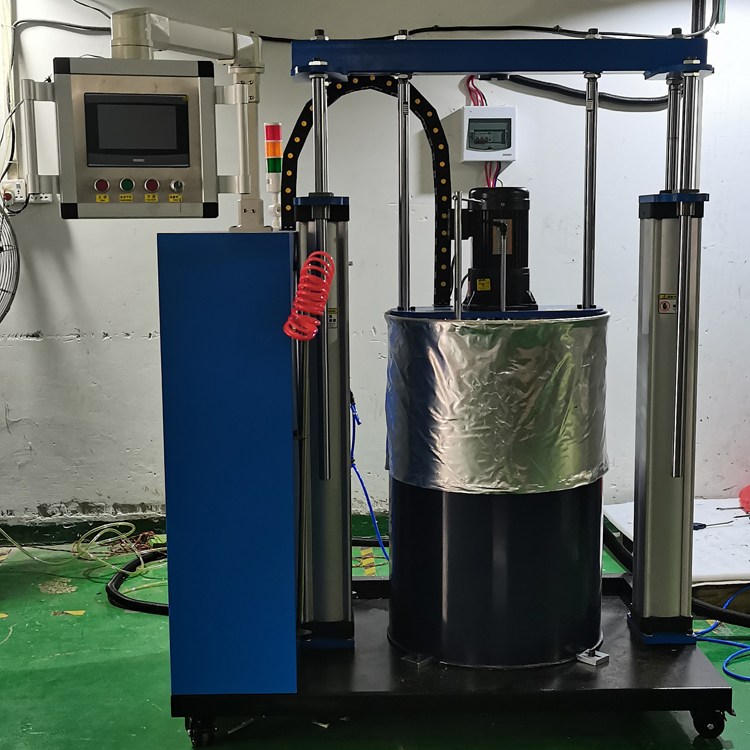
Tất nhiên, yếu tố đầu tiên là đầu ra keo của máy dán tấm. Đây là nơi sinh ra sản phẩm keo. Nguồn lưu lượng không đủ thì sau này chỉnh thế nào cũng không giúp được gì. Về sản lượng keo của máy dán tấm, chỉ cómáy keo PURCó thể được thay thế. Hiện tại, máy dán keo tấm áp lực thế hệ thứ ba đã cải thiện kênh tấm áp suất, tốc độ dòng chảy của bơm bánh răng, động cơ điều khiển tốc độ chuyển đổi tần số, ống nóng chảy và các bộ phận khác, và chất keo được xả ra. Số lượng được tăng gấp đôi trước khi cải tiến, kênh này đã sẵn sàng đáp ứng các yêu cầu về số lượng keo của ngành công nghiệp hợp chất sau khi tốc độ tăng lên.

Các điểm sau không cần thay đổi thiết bị, hãy điều chỉnh cài đặt trên thiết bị hiện có để tăng nhẹ lưu lượng keo:
1. Van chảy ngược: Van chảy ngược được sử dụng để điều chỉnh áp suất keo. Khi xoay vít điều chỉnh theo chiều kim đồng hồ, áp suất keo sẽ tăng lên. Khi vặn ngược chiều kim đồng hồ, áp suất keo sẽ giảm. Sau khi điều chỉnh xong, đai ốc sẽ bị khóa. Chặt thôi.
2. Van chảy: Van chảy dùng để điều chỉnh lưu lượng keo. Khi vặn vít điều chỉnh theo chiều kim đồng hồ, lượng keo chảy ra sẽ tăng lên. Khi vặn ngược chiều kim đồng hồ, lượng keo chảy ra sẽ giảm. Sau khi điều chỉnh xong, đai ốc sẽ bị khóa. Vừa khít.

Tất nhiên, không nên điều chỉnh van lưu lượng quá lớn, nếu không sẽ gây ra áp suất quá cao trong hệ thống keo và các sự cố không cần thiết, chẳng hạn như vỡ ống, v.v. hệ thống keo quá cao. .
Được rồi, hôm nay chúng ta hãy chia sẻ các yếu tố của đầu ra keo, cảm ơn mọi người!
 English
English  Esperanto
Esperanto  Afrikaans
Afrikaans  Català
Català  שפה עברית
שפה עברית  Cymraeg
Cymraeg  Galego
Galego  Latviešu
Latviešu  icelandic
icelandic  ייִדיש
ייִדיש  беларускі
беларускі  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Shqiptar
Shqiptar  Malti
Malti  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  മലയാളം
മലയാളം  Maori
Maori  Монгол хэл
Монгол хэл  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  Punjabi
Punjabi  پښتو
پښتو  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho  සිංහල
සිංහල  Gàidhlig
Gàidhlig  Cebuano
Cebuano  Somali
Somali  Тоҷикӣ
Тоҷикӣ  O'zbek
O'zbek  Hawaiian
Hawaiian  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  Igbo
Igbo  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  Sundanese
Sundanese  Yoruba
Yoruba  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Az?rbaycan
Az?rbaycan  Slovensky jazyk
Slovensky jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик ")






